- Nederlands, Belgique / België
- Česky, Česká republika
- Deutsch, Deutschland
- Español, España
- Português, Portugal
- English, Europe
- Français, France
- Italiano, Italia
- Magyar, Magyarország
- Nederlands, Nederland
- Deutsch, Österreich
- Polski, Polska
- Română, România
- Suisse / Schweiz / Svizzera
- Svenska, Sverige
- Suomeksi, Suomi
- Türkçe, Türkiye
- English, United Kingdom
- Slovenská, Slovak
-
 Worldwide
Worldwide

- Przegląd produktów
- Produkty wg przemysłu
- Ręczne przyrządy pomiarowe
- Współrzędnościowe maszyny pomiarowe (CMM)
- Systemy wizyjne
- Optyczne systemy pomiarowe
- Pomiary kształtu
- Twardość
- Systemy czujnikowe
- Liniały
- Zarządzanie danymi
- Oprogramowanie
- Zautomatyzowane urządzenia pomiarowe
- Systemy tomografii komputerowej
- Przegląd produktów
- QM-Fit
- SmartMeasure-AL
- SJ-220
- QuantuMike
- LEGEX Takumi
- Seria STRATO-Active
- Measurlink 10
- TAGLENS
- MCOSMOS 5
- Crysta Apex V
- Formtracer Avant
- MiSTAR 555
- Suwmiarki
- Transmisja danych przez Bluetooth
- QuickVision Pro
- Projektor PJ-PLUS
- Produkty wg przemysłu
- Lotnictwo
- Przemysł medyczny
- Motoryzacja
- Energia
- Przemysł ogólny
- Elektronika
- OEM
- Studia przypadków
- Ręczne przyrządy pomiarowe
- Suwmiarki
- Mikrometry i głowice mikrometryczne
- Przyrządy do pomiarów wewnętrznych
- Przyrządy do pomiaru głębokości
- Wysokościomierze
- Przyrządy czujnikowe i macki
- Wyposażenie opcjonalne
- Przyrządy do kalibracji
- Płytki wzorcowe
- Współrzędnościowe maszyny pomiarowe (CMM)
- Współrzędnościowe maszyny pomiarowe małych i średnich rozmiarów
- Współrzędnościowe maszyny pomiarowe do pracy w linii produkcyjnej i hali fabrycznej
- Współrzędnościowe maszyny pomiarowe wielkogabarytowe
- Stoły obrotowe
- Sondy
- Końcówki
- Mocowania
- Kabiny
- Oprogramowanie współrzędnościowych maszyn pomiarowych
- Systemy wizyjne
- Manualna wizyjna maszyna pomiarowa 2D QM-Fit
- Manualne systemy wizyjne 2D Quick Image
- Manualne systemy wizyjne 3D
- Systemy wizyjne 3D CNC
- Multi-sensoryczne systemy wizyjne 3D CNC
- Systemy wizyjne 3D CNC dla mikro-geometrii
- Oprogramowanie systemów wizyjnych
- Akcesoria do systemów wizyjnych
- Mocowania do systemów wizyjnych
- Końcówki do systemów wizyjnych
- Optyczne systemy pomiarowe
- Lupy
- Projektory pomiarowe
- Mikroskopy pomiarowe
- Moduły mikroskopowe
- Moduły interferometrów
- Obiektywy
- Oprogramowanie M2 do mikroskopów i projektorów
- TAGLENS
- Akcesoria do pomiarów optycznych
- Twardość
- Oprogramowanie do twardościomierzy
- Twardościomierze przenośne
- Wgłębniki i wzorce twardości
- Twardościomierze Rockwell
- Twardościomierze Vickers
- Twardościomierze Micro-Vickers
- Systemy czujnikowe
- Czujniki LG
- Przyrządy z niską siłą nacisku
- Wskaźniki i wyświetlacze
- Mikrometry laserowe LSM
- Pomiar powierzchni
- Oprogramowanie do zarządzania czujnikami
- Suwmiarki
- Suwmiarki cyfrowe
- Suwmiarki specjalnego przeznaczenia
- Suwmiarki analogowe
- Akcesoria do suwmiarek
- Mikrometry i głowice mikrometryczne
- Mikrometry cyfrowe i analogowe
- Akcesoria do mikrometrów
- Głowice mikrometryczne
- Akcesoria do głowic mikrometrycznych
- Przyrządy do pomiarów wewnętrznych
- Mikrometry wewnętrzne
- Średnicówki
- Akcesoria do mikrometrów wewnętrznych i średnicówek
- Przyrządy do pomiaru głębokości
- Głębokościomierze mikrometryczne
- Głębokościomierze suwmiarkowe i czujnikowe
- Akcesoria do głębokościomierzy suwmiarkowych
- Wysokościomierze
- Wysokościomierze z procesorem danych
- Wysokościomierze
- Akcesoria do wysokościomierzy
- Przyrządy czujnikowe i macki
- Czujniki cyfrowe
- Akcesoria do czujników
- Czujniki dźwigniowo-zębate
- Czujniki analogowe
- Akcesoria do czujników dźwigniowo-zębatych
- Grubościomierze, macki i wagi spężynowe
- Wyposażenie opcjonalne
- Statywy do czujników
- Imadła precyzyjne
- Płyty i kątowniki granitowe
- Kątomierze i kątowniki
- Szczelinomierze, przymiary, liniały krawędziowe
- Płytki wzorcowe
- Zestawy płytek wzorcowych stalowych
- Pojedyncze płytki wzorcowe stalowe
- Zestawy płytek wzorcowych ceramicznych
- Pojedyncze płytki wzorcowe ceramiczne
- Płytki wzorcowe specjalne
- Akcesoria do płytek wzorcowych
- Akcesoria do płytek wzorcowych kwadratowych
- Współrzędnościowe maszyny pomiarowe małych i średnich rozmiarów
- Serie CRYSTA-Apex V - 500, 700 i 900
- Serie CRYSTA-Apex V - 1200, 1600 i 2000
- Serie CRYSTA-Apex EX dla REVO
- Serie STRATO-Active
- Serie STRATO-Apex - 500, 700 i 900
- Serie STRATO-Apex - 1600
- Serie LEGEX
- Współrzędnościowe maszyny pomiarowe do pracy w linii produkcyjnej i hali fabrycznej
- MACH Ko-ga-me
- MACH 3A 653
- MACH V 9106
- MiSTAR 555
- Końcówki
- Zestawy końcówek
- Końcówki proste
- Końcówki z kulką powlekaną diamentem
- Końcówki z litą kulką diamentową
- Kula wzorcowa
- Końcówki do obrabiarek
- Końcówki krzyżakowe
- Końcówki do adapterów krzyżakowych
- Końcówki do uchwytów
- Końcówki cylindryczne
- Końcówki talerzykowe
- Końcówki igłowe
- Przedłużacze
- Uchwyty
- Adaptery
- Złącza
- Śruby do kostek
- Narzędzia
- Akcesoria do czyszczenia końcówek
- Mocowania
- Zestawy mocowań do CMM
- Zestawy systemów paletowych Eco-fix
- Oprogramowanie FixtureBuilder
- Zestawy do rozbudowy Eco-fix i Eco-fixplus
- Elementy Eco-fix i Eco-fixplus
- Narzędzia i śruby Eco-fix
- Systemy wizyjne 3D CNC
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
- Akcesoria do systemów wizyjnych
- Obiektywy i wzorce do kalibracji
- Głowice obrotowe
- Akcesoria do TP-Retrofit
- Mocowania do systemów wizyjnych
- Zestawy mocowań do pomiarów optycznych
- Elementy Opti-fix
- Narzędzia i śruby Opti-fix
- Końcówki do systemów wizyjnych
- Końcówki proste
- Przedłużacze
- Końcówki krzyżakowe
- Uchwyty
- Końcówki do adapterów krzyżakowych
- Końcówki do uchwytów
- Adapters
- Złącza
- Końcówki cylindryczne
- Końcówki talerzykowe
- Końcówki igłowe
- Śruby do kostek
- Narzędzia
- Zestawy końcówek
- Projektory pomiarowe
- Seria PJ
- Seria PV
- Seria PH
- Procesory danych
- Akcesoria
- Przyrządy do kontroli dokładności
- Mikroskopy pomiarowe
- Serie TM generacja B
- Serie MF generacja D
- Serie MF-U generacja D
- Źródła światła
- Jednostka wizyjna
- Oprogramowanie QSPAK-VUE
- Kamery mikrosokopowe
- Obiektywy
- Obiektywy serii ML
- Obiektywy do obserwacji w polu jasnym
- Obiektywy do obserwacji w polu jasnym/ciemnym
- Obiektywy NIR
- Obiektywy NIR LCD
- Obiektywy NUV
- Obiektywy NUV LCD
- Obiektywy UV
- Obiektywy UV LCD
- Obiektywy do interferometrów
- Akcesoria do pomiarów optycznych
- Zestawy mocowań do pomiarów optycznych
- Elementy Opti-fix
- Narzędzia i śruby Opti-fix
- Chropowatość
- Surftest SJ-220
- Surftest SJ-310
- Surftest SJ-410
- Surftest SJ-500
- Surftest SV-2100
- Surftest SJ-500P
- Surftest SV-2100P
- Formtracer Avant FTA-S3000
- Surftest Extreme SV-3000CNC
- Surftest Extreme SV-M3000CNC
- Kontur i chropowatość
- Serie Formtracer Avant FTA-D3000 / FTA-D4000
- Formtracer CS-3300
- Formtracer Extreme SV-C4500CNC
- Formtracer Extreme SV-C4500CNC HYBRID Typ 1
- Formtracer Extreme CS-5000CNC i CS-H5000CNC
- Twardościomierze przenośne
- Twardościomierz przenośny HH-V400
- Cyfrowe i analogowe twardościomierze HARDMATIC HH-300
- Twardościomierze Rockwell
- Manualne twardościomierze Rockwell
- Pół-automatyczne twardościomierze Rockwell
- Automatyczne twardościomierze Rockwell
- Pół-automatyczne twardościomierze Rockwell zestawy
- Twardościomierze Vickers
- Manualne twardościomierze Vickers
- Pół-automatyczne twardościomierze Vickers
- Automatyczne twardościomierze Vickers
- Twardościomierze Micro-Vickers
- Manualne twardościomierze Micro-Vickers
- Pół-automatyczne twardościomierze Micro-Vickers
- Automatyczne twardościomierze Micro-Vickers
- Czujniki LG
- Czujniki ABSOLUTE Digimatic - Seria LGS
- Podnośnik pneumatyczny
- Czujniki serii LG100
- Czujniki serii LG200
- Czujniki Laser Hologauge - seria LGH
- Przyrządy z niską siłą nacisku
- LITEMATIC VL-50 zmotoryzowany przyrząd o wysokiej precyzji i niskiej sile nacisku
- Wskaźniki i wyświetlacze
- Wskaźnik EJ oraz interfejsy do czujników LG
- Wskaźnik EC do czujników LG
- Wskaźnik EG do czujników LG
- Wskaźnik EH do czujników LG
- Wskaźnik EV do czujników LG
- Wyświetlacz do wskaźnika EV
- Mikrometry laserowe LSM
- Moduł pomiarowy mikrometru laserowego LSM
- Jednostka kontrolera mikrometru laserowego LSM
- Jednostka interfejsu mikrometru laserowego LSM
- Akcesoria opcjonalne do mikrometru laserowego LSM
- Liniały DRO i wskaźniki
- Liniały serii AT103
- Liniały serii AT103 o wysokiej dokładności
- Liniały serii AT113
- Liniały serii AT113 o wysokiej dokładności
- Liniały serii AT715
- Uniwersalny wskaźnik KA-200
- Liniały serii AT715 + wskaźniki - zestawy
- Liniały NC
- Liniały serii ST36
- Liniały serii ST46-EZA
- Liniały ABS serii ST700
- Liniały ABS serii ST1300
- Liniały serii AT211
- Liniały ABS serii AT1100
- Liniały ABS serii AT1300
- Liniały suwmiarkowe
- Liniał poziomy IP66
- Liniał poziomy standardowy
- Liniał poziomy z funkcją zmiany kierunku zliczania
- Liniał poziomy z funkcją pomiaru średnicy
- Liniał pionowy standardowy
- Liniał pionowy z funkcją zmiany kierunku zliczania
- Liniał pionowy z funkcją pomiaru średnicy
- Kable sygnałowe
- Kable USB Input Tool (Digimatic-USB)
- Kable Digimatic
- Przedłużacze do kabli Digimatic
- Komunikacja bezprzewodowa
- System komunikacji bezprzewodowej U-WAVE
- U-WAVE Bluetooth
- Kable przyłączeniowe i jednostki łączące do nadajników
 Lotnictwo
Lotnictwo
Złożone aplikacje lotnicze wymagają szybkiej i niezwykle precyzyjnej kontroli jakości, aby zapewnić dokładne zespoły. Zobacz, jak robi to Mitutoyo
 Przemysł motoryzacyjny
Przemysł motoryzacyjny
Przemysł motoryzacyjny wciąż wprowadza innowacje, a Mitutoyo zapewnia zaawansowane możliwości kontroli i skanowania, aby pomóc producentom w osiągnięciu ciągłej produkcji
 Energia
Energia
Rozwiązania pomiarowe i analityczne Mitutoyo zostały zaprojektowane, aby pomóc dostawcom energii poprawić niezawodność i wydłużyć czas pracy urządzeń.
 Przemysł medyczny
Przemysł medyczny
Aby chronić dobre samopoczucie pacjentów, zastosowania medyczne wymagają wyjątkowej dokładności. Zobacz, jak wszechstronnie przetestowane rozwiązania Mitutoyo mogą pomóc Ci ją osiągnąć.
 Przemysł ogólny
Przemysł ogólny
Zapewnij wysoką powtarzalność i rygorystyczną kontrolę jakości dzięki rozwiązaniom do pomiaru kształtu, współrzędnościowym maszynom pomiarowym i precyzyjnym przyrządom pomiarowym Mitutoyo.
 Elektronika
Elektronika
Bezdotykowe i wizyjne rozwiązania pomiarowe Mitutoyo zapewniają mikroskopijną dokładność mniejszych i gęstszych komponentów elektronicznych.
 Studia przypadków
Studia przypadków
Aby zapoznać się z możliwościami Mitutoyo, nie ma lepszego miejsca niż nasza wspaniała kolekcja studiów przypadku.
 Japońskie biurko Mitutoyo
Japońskie biurko Mitutoyo
Pierwszy przystanek dla japońskich firm działających w Europie.
 Produkty niestandardowe
Produkty niestandardowe
Produkty na zamówienie do unikalnych zastosowań.
 Integracja automatyzacji produkcji
Integracja automatyzacji produkcji
Zmień swoją fabrykę w inteligentną fabrykę z pomocą Mitutoyo.
 Integratorzy Mitutoyo
Integratorzy Mitutoyo
Łatwa integracja urządzeń pomiarowych z istniejącymi procesami.
 Naprawy i części zamienne
Naprawy i części zamienne
Części zamienne i naprawy urządzeń Mitutoyo.
 Kalibracja
Kalibracja
Zleć kalibrację urządzeń pomiarowych zaufanemu laboratorium.
 Usługi wyjazdowe
Usługi wyjazdowe
Serwis na miejscu ulubionych maszyn pomiarowych i testujących.
 Usługi pomiarowe
Usługi pomiarowe
Pomiar detali i części z dowolnego miejsca w Europie.
 Demonstracje
Demonstracje
Online lub offline, zamów prezentację produktu już dziś.
 Wsparcie IT
Wsparcie IT
Doskonała i bezproblemowa instalacja oraz integracja z infrastrukturą IT.


 Pakiety edukacyjne
Pakiety edukacyjne
Idealne do warsztatu lub sali lekcyjnej, nie ma lepszej pomocy niż plakaty lub materiały edukacyjne Mitutoyo.
 E-Learning
E-Learning
Dla osób zainteresowanych metrologią Mitutoyo oferuje kursy e-learningowe, które pomagają szkolić studentów, pracowników, a nawet hobbystów.
 YouTube
YouTube
Jeśli szukasz szybkiego sposobu, aby dowiedzieć się więcej o pomiarach, sprawdź nasze liczne filmy instruktażowe.
 Odkryj Mitutoyo
Odkryj Mitutoyo
Największa na świecie firma metrologiczna
 Kariera
Kariera
Dowiedz się więcej o tym, jak to jest pracować w Mitutoyo i jakie są kolejne kroki w kierunku rozpoczęcia kariery tutaj.
 Dla prasy
Dla prasy
Sprawdź nasze najnowsze wiadomości, aktualizacje i zasoby
 Wydarzenia
Wydarzenia
Bądź na bieżąco z wydarzeniami w całej Europie i zatrzymaj się, aby zobaczyć nowości Mitutoyo.


 Deklaracje zgodności
Deklaracje zgodności
Tutaj można pobrać pełne wersje dla UE i Wielkiej Brytanii.
 Darmowe tapety
Darmowe tapety
Pobierz oficjalne tapety Mitutoyo za darmo
 Komunikaty marki
Komunikaty marki
Zasoby dla pracowników Mitutoyo i dostawców zewnętrznych.
 Online Catalog
Online Catalog
View our extensive product range in our online catalog!
-
Produkty
- Powrót Produkty
- Produkty
- Przegląd produktów
-
Produkty wg przemysłu
- Powrót Produkty wg przemysłu Produkty wg przemysłu
- Lotnictwo
- Przemysł medyczny
- Motoryzacja
- Energia
- Przemysł ogólny
- Elektronika
- OEM
- Studia przypadków
-
Ręczne przyrządy pomiarowe
- Powrót Ręczne przyrządy pomiarowe Ręczne przyrządy pomiarowe
- Suwmiarki
-
Mikrometry i głowice mikrometryczne
- Powrót Mikrometry i głowice mikrometryczne Mikrometry i głowice mikrometryczne
- Mikrometry cyfrowe i analogowe
- Akcesoria do mikrometrów
- Głowice mikrometryczne
- Akcesoria do głowic mikrometrycznych
-
Przyrządy do pomiarów wewnętrznych
- Powrót Przyrządy do pomiarów wewnętrznych Przyrządy do pomiarów wewnętrznych
- Mikrometry wewnętrzne
- Średnicówki
- Akcesoria do mikrometrów wewnętrznych i średnicówek
- Przyrządy do pomiaru głębokości
- Wysokościomierze
- Przyrządy czujnikowe i macki
- Wyposażenie opcjonalne
-
Przyrządy do kalibracji
- Powrót Przyrządy do kalibracji Przyrządy do kalibracji
- Height Masters
- Check Masters
- Przyrządy kalibracyjne
- Płytki wzorcowe
-
Współrzędnościowe maszyny pomiarowe (CMM)
- Powrót Współrzędnościowe maszyny pomiarowe (CMM) Współrzędnościowe maszyny pomiarowe (CMM)
-
Współrzędnościowe maszyny pomiarowe małych i średnich rozmiarów
- Powrót Współrzędnościowe maszyny pomiarowe małych i średnich rozmiarów Współrzędnościowe maszyny pomiarowe małych i średnich rozmiarów
- Serie CRYSTA-Apex V - 500, 700 i 900
- Serie CRYSTA-Apex V - 1200, 1600 i 2000
- Serie CRYSTA-Apex EX dla REVO
- Serie STRATO-Active
- Serie STRATO-Apex - 500, 700 i 900
- Serie STRATO-Apex - 1600
- Serie LEGEX
-
Współrzędnościowe maszyny pomiarowe do pracy w linii produkcyjnej i hali fabrycznej
- Powrót Współrzędnościowe maszyny pomiarowe do pracy w linii produkcyjnej i hali fabrycznej Współrzędnościowe maszyny pomiarowe do pracy w linii produkcyjnej i hali fabrycznej
- MACH Ko-ga-me
- MACH 3A 653
- MACH V 9106
- MiSTAR 555
-
Współrzędnościowe maszyny pomiarowe wielkogabarytowe
- Powrót Współrzędnościowe maszyny pomiarowe wielkogabarytowe Współrzędnościowe maszyny pomiarowe wielkogabarytowe
- STRATO Apex G
- Serie CARB
-
Stoły obrotowe
- Powrót Stoły obrotowe Stoły obrotowe
- Stół obrotowy MRT240
- Stół obrotowy MRT320
- Sondy
-
Końcówki
- Powrót Końcówki Końcówki
- Zestawy końcówek
- Końcówki proste
- Końcówki z kulką powlekaną diamentem
- Końcówki z litą kulką diamentową
- Kula wzorcowa
- Końcówki do obrabiarek
- Końcówki krzyżakowe
- Końcówki do adapterów krzyżakowych
- Końcówki do uchwytów
- Końcówki cylindryczne
- Końcówki talerzykowe
- Końcówki igłowe
- Przedłużacze
- Uchwyty
- Adaptery
- Złącza
- Śruby do kostek
- Narzędzia
- Akcesoria do czyszczenia końcówek
- Mocowania
-
Kabiny
- Powrót Kabiny Kabiny
- Kabiny do CMM
-
Oprogramowanie współrzędnościowych maszyn pomiarowych
- Powrót Oprogramowanie współrzędnościowych maszyn pomiarowych Oprogramowanie współrzędnościowych maszyn pomiarowych
- MiCAT Planner
- MCOSMOS
- MAFIS Express
- MSURF
-
Systemy wizyjne
- Powrót Systemy wizyjne Systemy wizyjne
- Manualna wizyjna maszyna pomiarowa 2D QM-Fit
-
Manualne systemy wizyjne 2D Quick Image
- Powrót Manualne systemy wizyjne 2D Quick Image Manualne systemy wizyjne 2D Quick Image
- Quick Image
- Oprogramowanie do Quick Image
-
Manualne systemy wizyjne 3D
- Powrót Manualne systemy wizyjne 3D Manualne systemy wizyjne 3D
- Manualny Quick Scope
- Oprogramowanie do Quick Scope
-
Systemy wizyjne 3D CNC
- Powrót Systemy wizyjne 3D CNC Systemy wizyjne 3D CNC
- Quick Vision ACTIVE
- Quick Vision APEX / HYPER
- Quick Vision ACCEL
- Quick Vision ULTRA
-
Multi-sensoryczne systemy wizyjne 3D CNC
- Powrót Multi-sensoryczne systemy wizyjne 3D CNC Multi-sensoryczne systemy wizyjne 3D CNC
- Quick Vision Hybrid
- Quick Vision WLI
-
Systemy wizyjne 3D CNC dla mikro-geometrii
- Powrót Systemy wizyjne 3D CNC dla mikro-geometrii Systemy wizyjne 3D CNC dla mikro-geometrii
- Systemy wizyjne UMAP
- Oprogramowanie do UMAP
-
Oprogramowanie systemów wizyjnych
- Powrót Oprogramowanie systemów wizyjnych Oprogramowanie systemów wizyjnych
- QVPAK
- QSPAK
- QIPAK
-
Akcesoria do systemów wizyjnych
- Powrót Akcesoria do systemów wizyjnych Akcesoria do systemów wizyjnych
- Obiektywy i wzorce do kalibracji
- Głowice obrotowe
- Akcesoria do TP-Retrofit
-
Mocowania do systemów wizyjnych
- Powrót Mocowania do systemów wizyjnych Mocowania do systemów wizyjnych
- Zestawy mocowań do pomiarów optycznych
- Elementy Opti-fix
- Narzędzia i śruby Opti-fix
- Końcówki do systemów wizyjnych
-
Optyczne systemy pomiarowe
- Powrót Optyczne systemy pomiarowe Optyczne systemy pomiarowe
-
Lupy
- Powrót Lupy Lupy
- Lupy przezroczyste
-
Projektory pomiarowe
- Powrót Projektory pomiarowe Projektory pomiarowe
- Seria PJ
- Seria PV
- Seria PH
- Procesory danych
- Akcesoria
- Przyrządy do kontroli dokładności
- Mikroskopy pomiarowe
-
Moduły mikroskopowe
- Powrót Moduły mikroskopowe Moduły mikroskopowe
- Moduł mikroskopu serii FS70
- Moduł video-mikroskopu serii VMU
- Moduły interferometrów
- Obiektywy
- Oprogramowanie M2 do mikroskopów i projektorów
- TAGLENS
-
Akcesoria do pomiarów optycznych
- Powrót Akcesoria do pomiarów optycznych Akcesoria do pomiarów optycznych
- Zestawy mocowań do pomiarów optycznych
- Elementy Opti-fix
- Narzędzia i śruby Opti-fix
-
Pomiary kształtu
- Powrót Pomiary kształtu Pomiary kształtu
- Chropowatość
- Kontur
- Kontur i chropowatość
-
Kształt
- Powrót Kształt Kształt
- Roundtest
- Roundtracer
-
Oprogramowanie FMI
- Powrót Oprogramowanie FMI Oprogramowanie FMI
- Formtracepak
- Roundpak
-
Akcesoria
- Powrót Akcesoria Akcesoria
- Zestawy Eco-fix FMI
-
Twardość
- Powrót Twardość Twardość
-
Oprogramowanie do twardościomierzy
- Powrót Oprogramowanie do twardościomierzy Oprogramowanie do twardościomierzy
- AVPAK
-
Twardościomierze przenośne
- Powrót Twardościomierze przenośne Twardościomierze przenośne
- Twardościomierz przenośny HH-V400
- Cyfrowe i analogowe twardościomierze HARDMATIC HH-300
-
Wgłębniki i wzorce twardości
- Powrót Wgłębniki i wzorce twardości Wgłębniki i wzorce twardości
- Wzorce twardości
- Wgłębniki i wymienne kulki
- Twardościomierze Rockwell
- Twardościomierze Vickers
- Twardościomierze Micro-Vickers
-
Systemy czujnikowe
- Powrót Systemy czujnikowe Systemy czujnikowe
- Czujniki LG
-
Przyrządy z niską siłą nacisku
- Powrót Przyrządy z niską siłą nacisku Przyrządy z niską siłą nacisku
- LITEMATIC VL-50 zmotoryzowany przyrząd o wysokiej precyzji i niskiej sile nacisku
- Wskaźniki i wyświetlacze
- Mikrometry laserowe LSM
- Pomiar powierzchni
- Oprogramowanie do zarządzania czujnikami
-
Liniały
- Powrót Liniały Liniały
- Liniały DRO i wskaźniki
- Liniały NC
-
Liniały suwmiarkowe
- Powrót Liniały suwmiarkowe Liniały suwmiarkowe
- Liniał poziomy IP66
- Liniał poziomy standardowy
- Liniał poziomy z funkcją zmiany kierunku zliczania
- Liniał poziomy z funkcją pomiaru średnicy
- Liniał pionowy standardowy
- Liniał pionowy z funkcją zmiany kierunku zliczania
- Liniał pionowy z funkcją pomiaru średnicy
-
Zarządzanie danymi
- Powrót Zarządzanie danymi Zarządzanie danymi
-
Oprogramowanie do zarządzania danymi
- Powrót Oprogramowanie do zarządzania danymi Oprogramowanie do zarządzania danymi
- MeasurLink 10
- USB-ITPAK
-
Mini procesory
- Powrót Mini procesory Mini procesory
- Mini procesor DP-1VA
- Kable sygnałowe
- Komunikacja bezprzewodowa
- Interfejsy
-
Wyzwalacz czasowy, przełączniki
- Powrót Wyzwalacz czasowy, przełączniki Wyzwalacz czasowy, przełączniki
- Wyzwalacz czasowy
- Przełączniki Digimatic
-
Oprogramowanie
- Powrót Oprogramowanie Oprogramowanie
-
Oprogramowanie współrzędnościowych maszyn pomiarowych
- Powrót Oprogramowanie współrzędnościowych maszyn pomiarowych Oprogramowanie współrzędnościowych maszyn pomiarowych
- MiCAT Planner
- MCOSMOS
- MAFIS-Express
- MSURF
-
Oprogramowanie systemów wizyjnych
- Powrót Oprogramowanie systemów wizyjnych Oprogramowanie systemów wizyjnych
- QVPAK
- QSPAK
- QIPAK
-
Oprogramowanie FMI
- Powrót Oprogramowanie FMI Oprogramowanie FMI
- Formtracepak
- Roundpak
- Oprogramowanie do sprawdzania twardości
- Oprogramowanie do zarządzania czujnikami
-
Oprogramowanie do zarządzania danymi
- Powrót Oprogramowanie do zarządzania danymi Oprogramowanie do zarządzania danymi
- Measurlink 10
- USB-ITPAK
- Zautomatyzowane urządzenia pomiarowe
- Systemy tomografii komputerowej
- Przemysł
-
Usługi
- Powrót Usługi
- Usługi
- Japońskie biurko Mitutoyo
- Produkty niestandardowe
- Integracja automatyzacji produkcji
- Integratorzy Mitutoyo
- Naprawy i części zamienne
- Kalibracja
- Usługi wyjazdowe
- Usługi pomiarowe
- Demonstracje
- Wsparcie IT
-
Inteligentne rozwiązania dla fabryk
- Powrót Inteligentne rozwiązania dla fabryk
- Inteligentne rozwiązania dla fabryk
-
Szkolenia metrologiczne i produktowe
- Powrót Szkolenia metrologiczne i produktowe
- Szkolenia metrologiczne i produktowe
-
Edukacja
- Powrót Edukacja
- Edukacja
- Pakiety edukacyjne
- E-Learning
- YouTube
- O nas
-
Aktualności
- Powrót Aktualności
- Aktualności
- Dla prasy
-
Wydarzenia
- Powrót Wydarzenia
- Wydarzenia
-
Promocje specjalne
- Powrót Promocje specjalne
- Promocje specjalne
- Do pobrania



Przedmioty ozdobne bardzo rzadko były mierzone na współrzędnościowych maszynach pomiarowych. Dwóch austriackich studentów, w ramach studenckiego projektu badawczego, sprawdzało rzeźbienie nart wyścigowych przy użyciu maszyny Mitutoyo Crysta-Apex S.


Pasję do projektu łatwo zauważyć u Mario Lazzeri i Johannesa Brunner, ponieważ tych dwóch austriackich studentów opracowało bardziej niż egzotyczny temat jako swój projekt badawczy. Mierzą narty wyścigowe GS. Ich celem jest sprawdzenie, czy relatywnie prosta metoda pomiaru używana przez międzynarodową federację FIS jest realna i czy dostarcza realistyczne wyniki, czy też nie. Żeby być dokładnym, to chodzi o rzeźbę nart, np. o wklęsłość krawędzi nart. Mianowicie nowoczesne „deski” są szersze po obu końcach niż na środku. Ta specjalna rzeźbiona forma ułatwia i przyspiesza pokonywanie zakrętów – zarówno dla jeżdżących amatorsko, jak też dla profesjonalistów.
Przepisy FIS wymagają średniego promienia rzeźby co najmniej 35 metrów w przypadku slalomu giganta. Chociaż mniejsze promienie pozwalają zachować dynamikę, jednakże zwiększają ryzyko kontuzji dla narciarza. Ponadto narty muszą mieć co najmniej 1,95 m długości. Narty są mierzone przez FIS za pomocą stalowej taśmy pomiarowej, gdzie punkt zero jest przytwierdzony do końca narty.
Długość nart jest następnie mierzona od najwęższego punktu do przedniego i tylnego końca. W celu zapewnienia, że promień nie został zaburzony przez inne geometrie czubków i pięt nart, tylna szerokość narty jest mierzona w 90% tylnej długości narty, a przednia szerokość narty jest mierzona w 80% przedniej długości narty. W celu wyznaczenia szerokości taliowania narta jest mierzona – w wyznaczonych uprzednio punktach – przy użyciu przenośnego urządzenia z wbudowaną suwmiarką. Użycie zintegrowanego szkła powiększającego z linią znacznika pozycja pomiarowa może być odczytana z taśmy pomiarowej. Na tej podstawie obliczany jest średni promień.
Jeżeli promień taliowania znajduje się poniżej dozwolonej wartości po pojedynczym pomiarze, to pomiar i obliczenia muszą zostać dwukrotnie powtórzone. Z tych trzech promieni wyznacza się średnią arytmetyczną XR. W celu uwzględnienia błędów przy pomiarze długości i szerokości promień taliowania definiuje się jako 1,015XR. To odpowiada średniemu błędu pomiaru na poziomie 1,5%. Wartość 1,015XR musi większa lub równa obowiązującemu ograniczeni promienia.

„Pomiar suwmiarką w różnych pozycjach oznacza duże ryzyko potencjalnego błędu” mówi Lazzeri. „Chcemy wiedzieć, czy wyniki są użyteczne i wiarygodne, czy też nie” – mowi przeszkolony mechanik. W ten sposób narodził się pomysł studenckiego projektu badawczego na seminarium „Analiza problemu w biomechanice” w Instytucie Nauk Sportowych Uniwersytetu w Innsbrucku u profesora uniwersytetu Wernera Nachbauera.
Temat jest wybuchowy, ponieważ przypuszczalnie zbyt mały promień może skutkować dyskwalifikacją przez FIS – i może spowodować olbrzymie problemy zarówno sportowe, jak i finansowe, dla sportowca i jego zespołu.

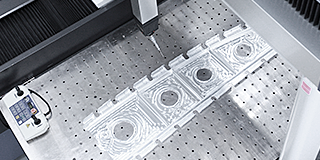
Ponieważ Lazzeri przez pół swojego życia pracował z przyrządami ręcznymi Mitutoyo, to 31-latek wiedział, że Japończycy są światowym punktem odniesienia w dziedzinie metrologii wymiarowej. Wystarczył telefon: Mitutoyo Austria wzięło udział w projekcie i wsparło go pomocą i radą. Narty zostały zmierzone w oddziale Mitutoyo w Eisenach. Razem z inżynierem Mitutoyo Friedrichem Schinko narty zostały założone do współrzędnościowej maszyny pomiarowej Mitutoyo Crysta-Apex S 9168 z sondą skanującą SP25. W celu zamocowania nart do płyty granitowej maszyny pomiarowej Austriacy specjalnie przerobili uchwyt do wiązań, podobny do tego, którego używają serwismeni do szlifowania stalowych krawędzi.
Po wstępnym sondowaniu z góry każdego punktu pomiarowego maszyna Crysta-Apex S wykonała pomiar punktu krawędzi z prędkością przesuwu ok. 520 mm/s i krokiem cyfrowym 0,1 mikrometra, z cylindryczną końcówką pomiarową o średnicy 4 mm. Dzięki niezwykle potężnemu oprogramowaniu MCOSMOS Lazzari, Brunner i Schinko zebrali i przeanalizowali dane, ponieważ MCOSMOS jest idealny do tego celu dzięki uniwersalnemu programowi do pomiaru geometrii GEOPAK wraz z makrami do automatycznego pomiaru wszystkich sprawdzanych geometrii oraz dzięki modułowi oceny 2D – SCANPAK.
Oprogramowanie zobrazowało graficznie każdy pojedynczy punkt początkowy sondy wraz ze wszystkimi odpowiednimi danymi. Ze wszystkich indywidualnych danych dostarczonych przez maszynę Crysta-Apex S możliwe było nie tylko wiarygodne obliczenie całkowitego promienia, ale również wyznaczenie wstępnego napięcia narty, obliczenie promienia czubka oraz każdej z odchyłek od całkowitego promienia i poszczególnych promieni z co najmniej 3 punktów w każdym przypadku.
Po dwóch dniach testowania i skrupulatnej analizy danych studenci wydali werdykt. Jeżeli chodzi o rzeźbę, to występują poważne różnice pomiędzy różnymi nartami wyścigowymi. W ramach ograniczeń każdy producent oczywiście próbuje, za pomoc własnych projektów, zoptymalizować dynamiczne zachowanie swoich nart. Metoda pomiarowa FIS przy użyciu suwmiarek wykazuje, w odniesieniu do obliczonego średniego promienia taliowania, brak istotnych różnic od pomiarów na maszynie pomiarowej Mitutoyo Crysta-Apex S i prawidłowo spełnia swoją rolę. Jednakże sprawozdanie o rozwoju taliowania nie może zostać wykonane. Do tego niezbędny byłby pomiar współrzędnościowy.